Grinder Bushings
by Curtis Turner
Round Rock, TX
Note: Click on any picture to see a larger version.
I am excited to share with you a project I recently completed. This is such a simple turning project that I wish I had done this long ago. Simply put, I turned custom plastic bushings to improve the performance of my grinder. The plastic turned easily with common turning tools and techniques.
I realize that I am fortunate to have a quality grinder. However, my grinding wheels use nested plastic bushings that allow the wheels to fit onto the arbor.
The plastic bushings are perfectly acceptable for most uses. Unfortunately, they introduce variance in the rotation of the wheels. This variance can make it difficult to true the wheels, which in turn, makes it more challenging to achieve a smooth, even grind.
I wanted to solve this problem by making custom bushings.
The goal was to accomplish two things: First, to squeeze a bit more performance out of my favorite, daily-use grinder. Secondly, I wanted to repurpose a low-cost grinder that was sent into early retirement. This particular grinder always gave me fits. I tried various tricks to improve the concentric rotation of the wheels, but nothing seemed to work, not even a new set of wheels.
The Sleeves
The manufacturer supplied bushings are typically 3 sleeves that nest into each other. This nesting allows grinders with small arbors to use commonly available wheels. This is a common practice with most manufacturers of wheels. I am sure providing the plastic bushings cost less than manufacturing a wide range of arbor specific wheels. This helps keep down the cost to the consumer.
However, the sleeves I have examined all contain a small amount of play between nested bushings. Also, many appear to have mill marks or ridges left by production. Those marks may be there to provide some function. Unfortunately, both issues introduce variances in the fit. This variance can make it difficult to reduce wobble (side to side and rotational) and vibration. Of course, other factors can impact performance, such as arbor run out. In addition, the stability of the work stand or bench can exacerbate the problem.
A more direct connection will result in less opportunity to amplify run out. Or so was my reasoning. With this thought in mind I set about to turn custom bushings for my grinder.
Delrin
I had a few pieces of Delrin (a plastic) left over from a prior project. I wondered if these pieces could replace the supplied bushings. I did a quick bit of research and found this on DuPont's web site:
"Delrin® - An Industry-Leading, High-Performance Acetal ResinDelrin® acetal homopolymer combines lubricity and wear resistance with the stiffness and strength needed in parts designed to replace metal.
DuPont™ Delrin® acetal homopolymer resin is a highly-crystalline polymer that has high stiffness and strength without the need for glass reinforcement. When compared to acetal copolymers offered by competitors, Delrin® offers higher tensile strength, stiffness, and creep resistance, and significantly outperforms on impact resistance, allowing for thinner and lighter part design. In addition, Delrin® offers outstanding low- and high-temperature performance, good colorability, and good mating with metal and other polymers.
Delrin® provides dimensional stability in high precision molding and flexibility of design. From auto parts to innovative new medical devices, Delrin® is a premier choice for consumer and industrial solutions."
I felt confident this would work for my needs.
Let's Get Started
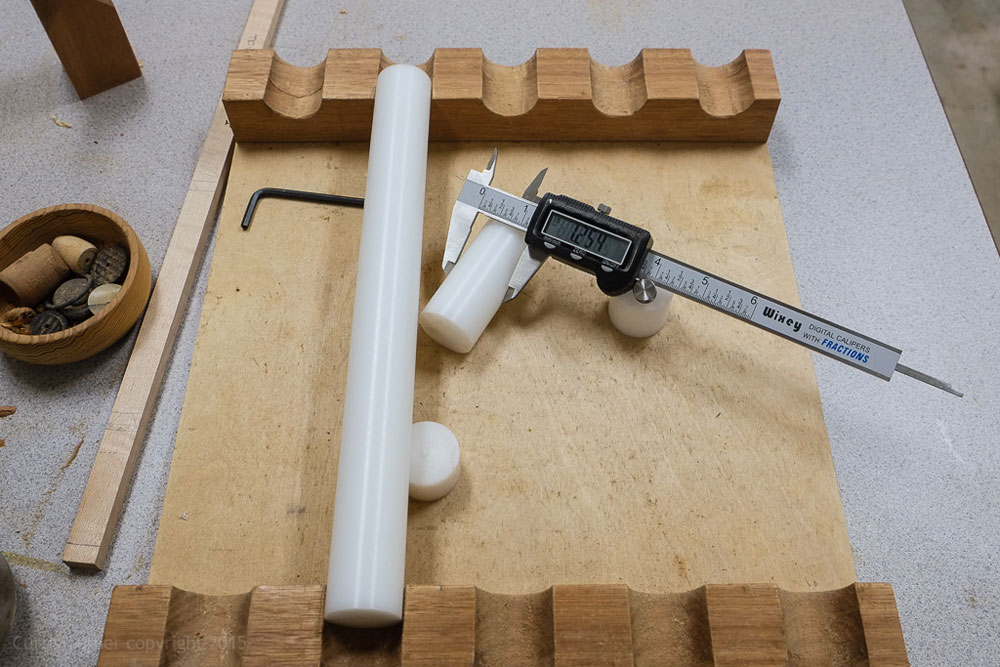
I first removed one wheel from my grinder, then I removed the blue bushings and measured the diameter and length (width) of the hole. I used the inside calipers to measure diameter.
Next, I transferred the measurement to the outside calipers.
In my case the arbor diameter is 3/4" of an inch.
I mounted a short piece of Delrin/Acetal in a chuck and supported the blank with the tail stock.
I turned the blank to near my OD with a slight taper from the headstock to the tailstock. I wanted to retain as much mass at the base (near the headstock) for support while drilling out the arbor hole.
The spindle roughing gouge and skew work perfectly to true and reduce the blank. I found the small 1/2" skew helpful in the tighter spots.
Drill Chuck
Next, I mounted a drill chuck with a 3/4" forstner bit into the tailstock. I drilled the hole at ~300 rpm to a depth greater than the width of my wheel.
I frequently retracted the bit to clear chips. I wanted to avoid anything that might bind and pull the piece off center.
Cone Center
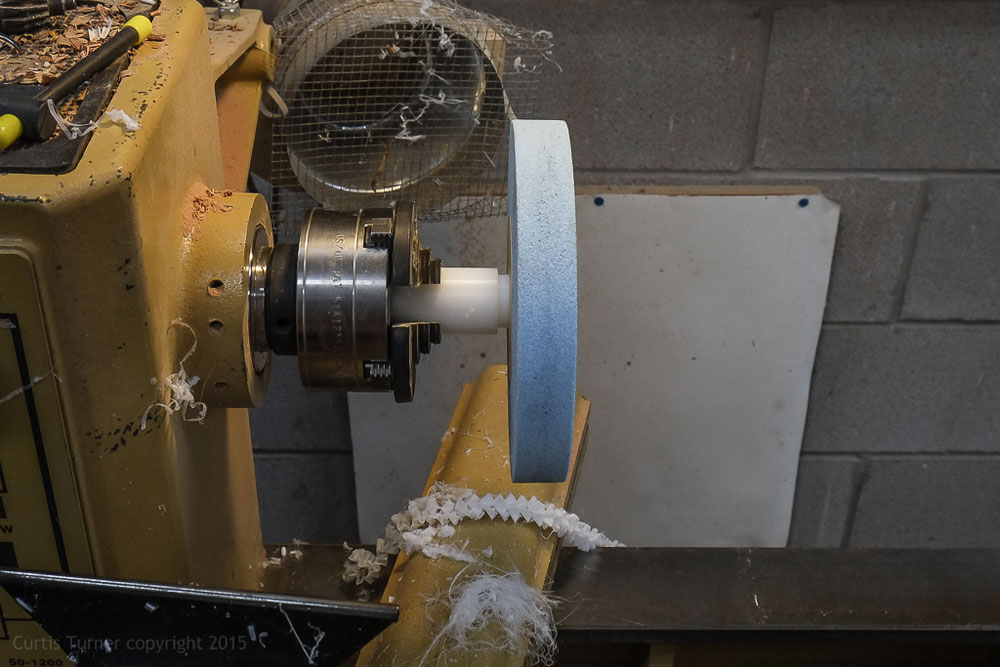
After the drilling was complete I mounted the cone center on the live center and carefully advanced the center into the hole.
My goal here was to provide support (without too much force) to the blank while I turned. I then turned the blank to the final diameter. I frequently tested the fit by placing the wheel on the bushing.
I wanted to ensure the bushing ran as true as possible. This is reason for not turning the blank to the final dimension and then drilling the hole.
One thing to note: I found that while testing the fit, some of the grit would rub off and fall onto the bed of the lathe. I have a few scratch marks from the banjo sliding across the loose grit. So, the lesson is to clean off the bed before moving the banjo!
Once I was satisfied with the fit, I marked for length, removed the wheel and parted off the bushing. Next, I tested the fit of the new bushing on the arbor.
It fit like a glove! I then installed the new bushing and remounted the wheel. I followed the same process for the second bushing.
I trued up the stones and sharpened a few tools. I am very pleased with the improved performance. The wheels run and wind down smoothly.
After a few weeks of testing, I am ready to turn another set for the second string grinder!
This project was simple and effective. I wish I had done this a long time ago!
Curtis is a former President of
Central Texas Woodturners, a member of the
American Association of Woodturners, and a member of
Fine Woodworkers of Austin. Curtis teaches and demonstrates nationally for Lie-Nielsen Toolworks. He also teaches for TechShop. He owns a studio where he teaches and works. Curtis lives in Central Texas with his wife and four young children. Take a look at his website at
www.curtisturnerstudio.com or visit his
Instagram: tx_planes.